在加工中,車削細長軸彎曲變形緣故關鍵有:
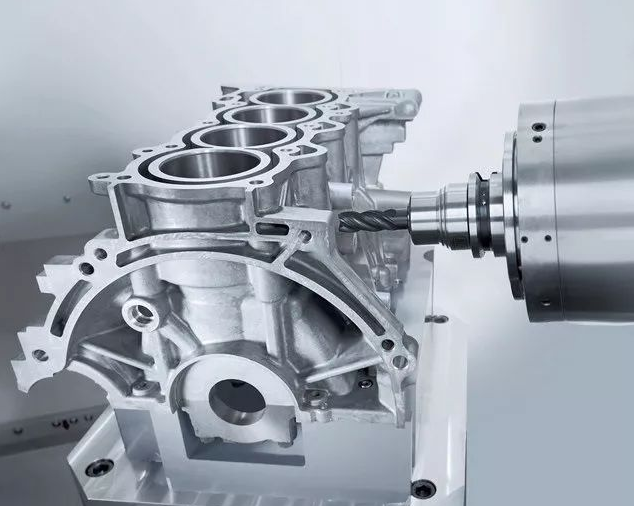
(1)切削力造成變形。在車削全過程中造成的切削力可降解性為:徑向切削力廠、軸向切削力Fp和主切削力Fzc。不一樣的切削力對細長軸造成的彎曲變形危害是不一樣的。徑向切削力F,.的危害。徑向切削力是平行面功效在細長軸中心線方位的力,當徑向切削力超出一定標值時,便會把細長軸折彎,進而使產品工件產生豎向彎曲變形(一般短軸類加工可忽視,它對產品工件彎曲變形的危害并不是十分大)。軸向切削力FP的危害(見圖2)。軸向切削力是豎直功效在根據細長軸中心線水準平面圖內的,東莞市CNC加工,因為細長軸的剛度差,軸向力可能把細長軸頂彎,CNC加工,使其在平面內產生彎曲變形。
(2)鉆削熱造成的危害。車削時,因為鉆削熱的危害,產品工件隨溫度上升而慢慢伸展變形,五軸聯動CNC加工杰出技術工程師稱這類狀況叫熱變形。產品工件長短熱伸展量公式計算為根據上式可看得出,產品工件吊架在加工時候伸展0.267mm。
而在車削時,液壓卡盤和尾架頂級是固定不動的,CNC加工,那樣彼此之間的間距也是不會改變的,因為細長軸遇熱后伸展量受限制,進而造成細長軸遭受擠壓成型造成彎曲變形。因而,提升細長軸的加工精密度,要處理加工工藝系統軟件的承受力和遇熱變形。
東莞兆恒機械17年專注與沉淀完善的供應鏈體系,擁有100多臺Top10國際一線品牌CNC數控加工中心與完善的檢測設備,滿足客戶對零件精密的要求;擁有人均20年經驗的工程師團隊,具備強大的研發、設計、生產、組裝能力,為醫療、半導體、自動化、汽車、光學等不同領域客戶提供工業配套一站式服務,歡迎來圖定制!