
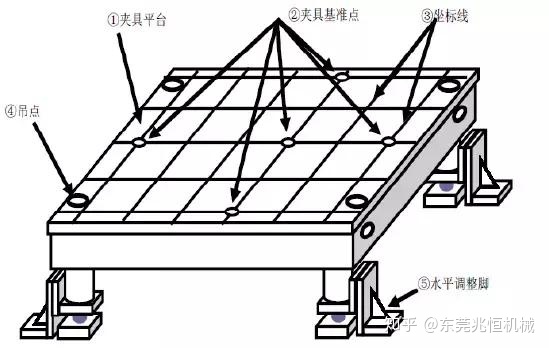
圖1 平臺的基本構造
1、精度:平面度 0.1mm以下;粗糙度Ra3.2以下;測量點的間距應保證在 300X300以上。
2、強度:平臺面的厚度建議為25mm。
3、夾具平臺焊接加工后,必須進行低溫退火。
4、夾具基準點(Jig Base Poing JBP)的間距、尺寸、精度、間距在1200mm以內;尺寸¢10mm H7;相對位置公差±0.02mm。
5、表面應做標識及加裝保護蓋。平臺表面的刻畫坐標線、
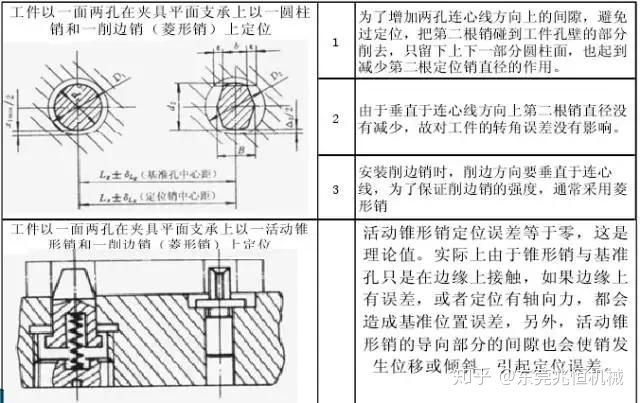
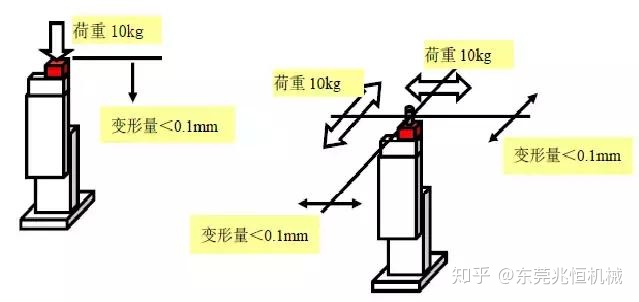
圖2 定位的剛性
基準銷的要求:
表面硬度:HRC55以上;
表面光潔度Ra1.6;
外徑公差:h7;
有效長度:5-7mm;
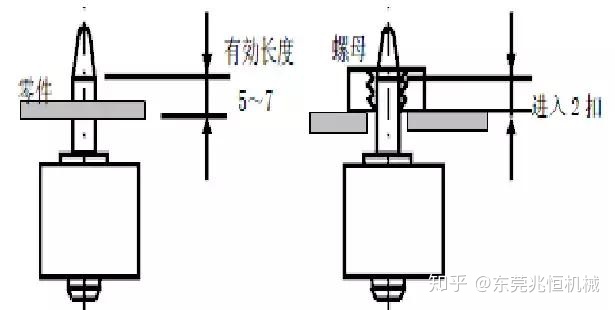
圖3 定位銷的有效長度
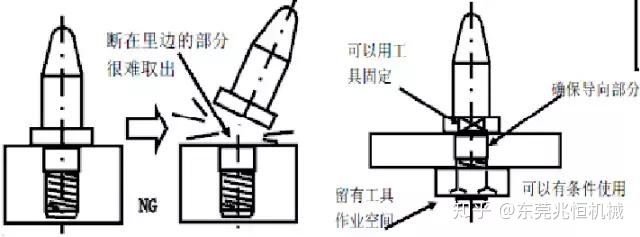
圖4 定位銷固定方法
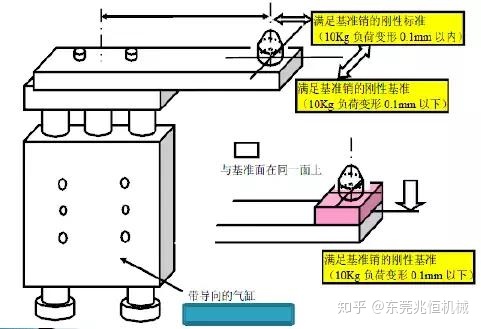
圖5 可移動銷
夾緊方向:夾頭應該垂直作用于車身零件,不能垂直夾緊時,角度應控制在5°左右。 夾緊時夾緊臂的橫向擺動小于0.5mm。夾緊角度超過5°, 橫向擺動小超過0.5mm時,應到夾緊器增加限位機構,防止擺動。
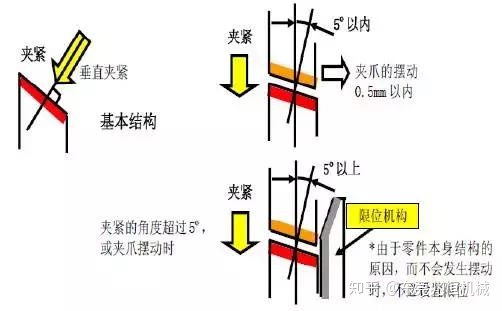
圖7
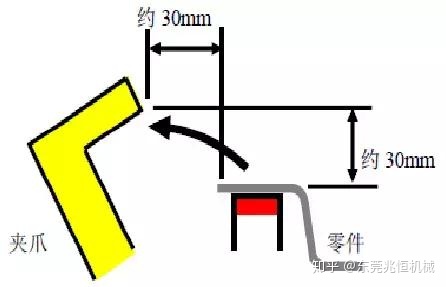
圖8 夾緊器(壓緊臂)的回避量
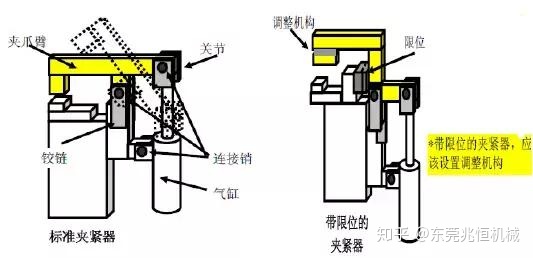
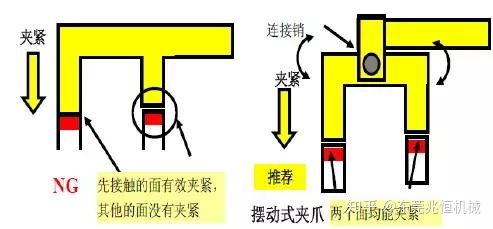
圖9 夾緊器基本結構
當一個夾緊器夾緊2個以上部位時,為了將多個面都能有效夾緊,需要將夾緊器設計為擺動式或可調節試(建議擺動式)。
原則上夾緊器中心和夾緊面中心的偏移量應該在30mm以內。當偏移量超過30mm時,應該設置限位機構。
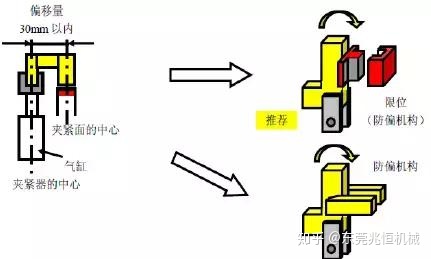
圖10 夾緊器的偏移量
限位器的安裝方法:
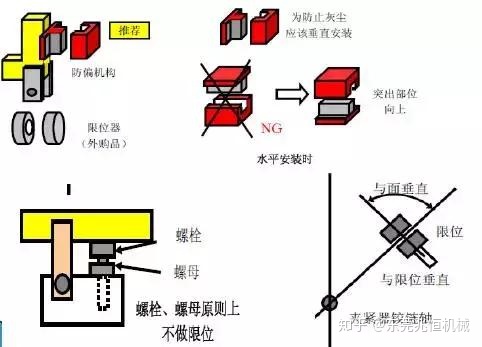 圖11 限位器的安裝方法
圖11 限位器的安裝方法
確保滑動夾具基準的剛性及穩定性。施加10kg的力各方面的變形在0.1mm以內。
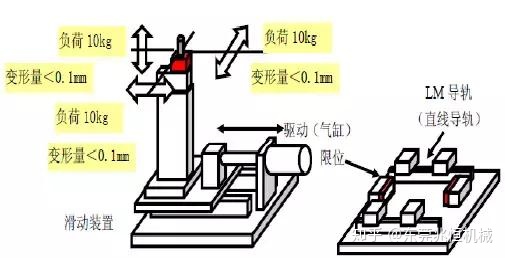
圖12
最后是工程師總結的十條設計工藝的經驗分享:
(1) 避免受力點與支持點距離太遠
(2) 勿忽略工作載荷可以產生的有利作用
(3) 避免機構中的不平衡力
(4) 受沖擊載荷零件避免剛度過大
(5) 避免影響強度的局部結構相距太近
(6) 盡量避免安裝時軸線不中產生的附加力
(7) 對于零件的易磨損表面增加一定的磨損裕量(最大實體原則)
(8) 要為拆裝零件留有必要的操作空間
(9) 盡量采用對稱結構簡化裝配工藝
(10)設計盡量采用標準件