一、軸類零件的結構、材料和工藝分析
1.軸類零件的功用和結構
軸用來支撐傳動零件,傳遞扭矩或運動。軸在工作中需承受載荷,保證一定的回轉精度軸類零件的加工表面通常有內、外圓柱面,內、外圓錐面,臺階平面和端平面,以及螺紋、花鍵、鍵槽和溝槽
2.軸類零件的材料和毛坯
軸類零件的材料一般有碳素結構鋼和合金結構鋼
軸類零件的毛坯有圓棒料、鍛件、鑄鋼件
3.軸類零件的加工工藝分析
(1)公共軸線是各回轉面的徑向設計基準。精度要求較高的軸可以兩端中心孔軸線作為徑向加工基準;精度要求不高的軸及粗加工,可用外圓表面作加工基準
(2)按照粗車→半精車→精車的順序加工,精度要求高的軸要安排磨削加工
(3)軸上花鍵、鍵槽、螺紋加工安排在車削后麼削前;需淬火的軸,螺紋加工放在表面淬火后
(4)軸的毛坯為鍛件時,要安排正火處理,重要的軸類零件要經過多次熱處理
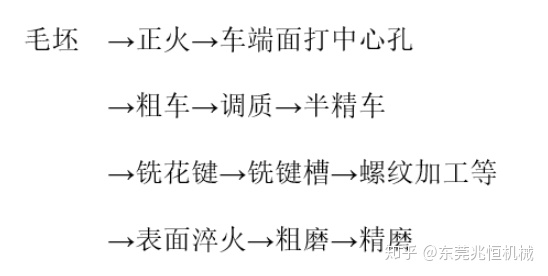
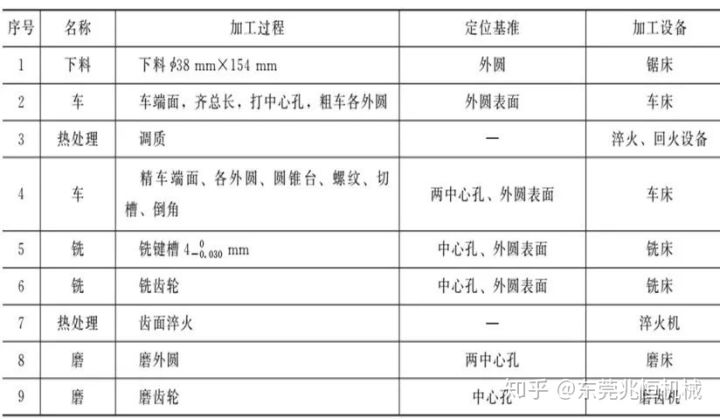
軸類零件的典型工藝過程
二、齒輪軸加工工藝分析
(1)零件分析
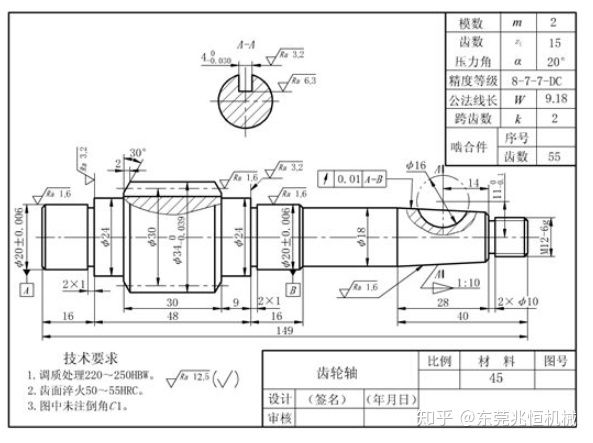
(2)毛坯選擇
(3)加工階段劃分:分為粗加工、半精加工、精加工三個階
1)粗加工階段:齊端面,打中心孔,粗車各外圓
2)半精加工階段:半精車,精車各外圓,車螺紋,銑鍵槽,銑齒輪
3)精加工階段:修研中心孔,粗/精磨兩個20得外圓/錐度1:10圓錐臺/30齒輪頂圓
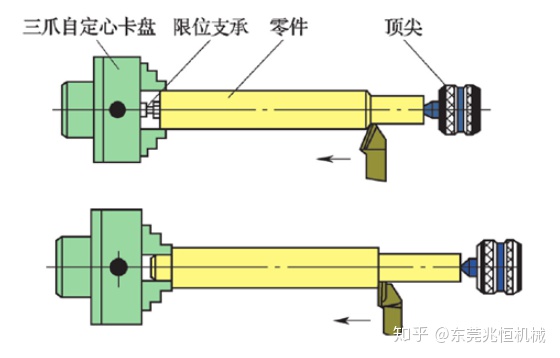
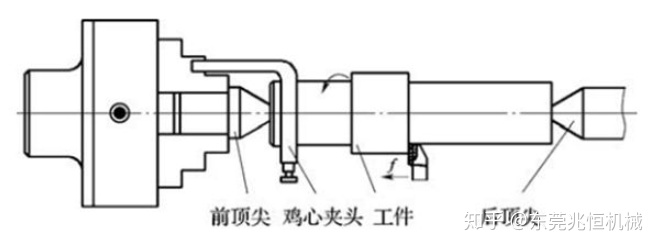
(4)基準選擇:粗車采用外圓表面與中心孔作為定位基準,采用“一夾一頂”車削
精車、磨削時采用兩中心孔作為定位基準
(5)熱處理工序:調質處理放在粗車工序后、半精加工階段前;齒輪淬火在磨削加工前
(6)單件小批量生產的加工工藝過程
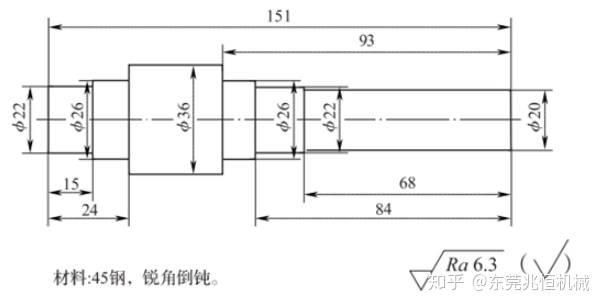
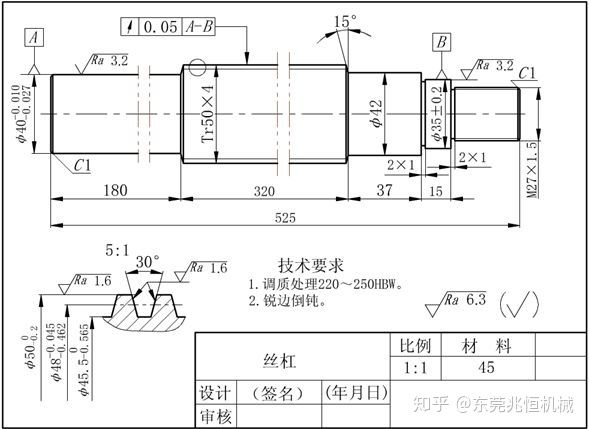
三、絲杠加工工藝分析
(1)零件分析
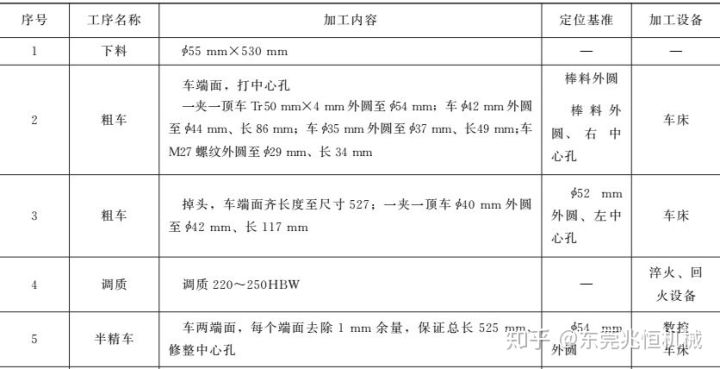
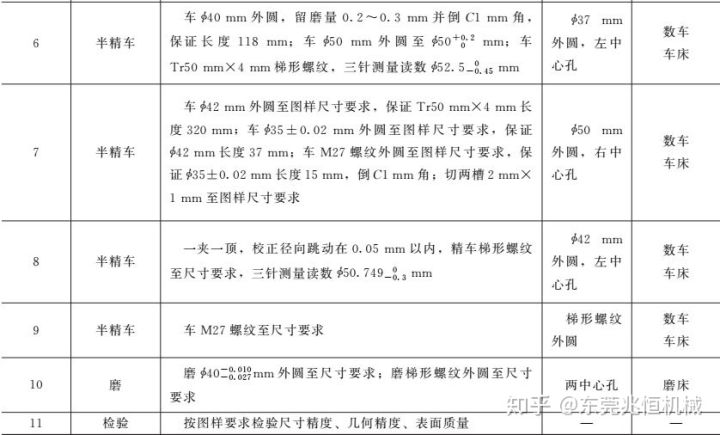
(2)加工工藝過程
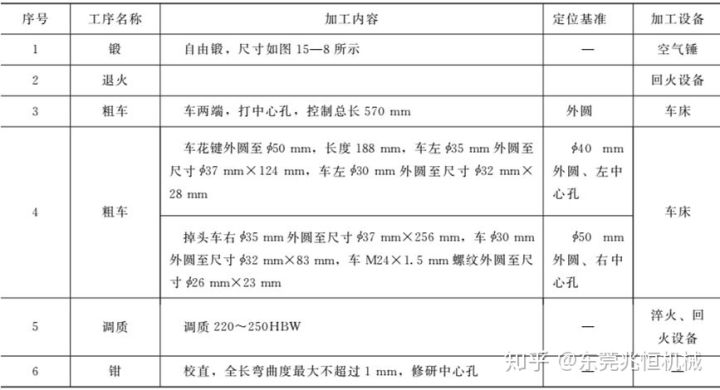
四、花鍵軸加工工藝分析
(1)零件分析
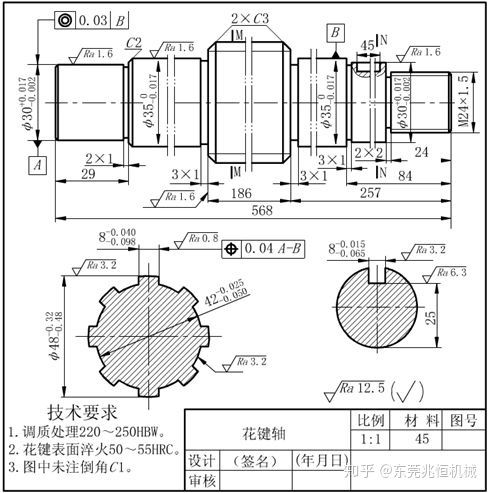
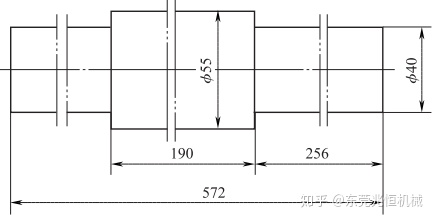
毛坯采用自由端造
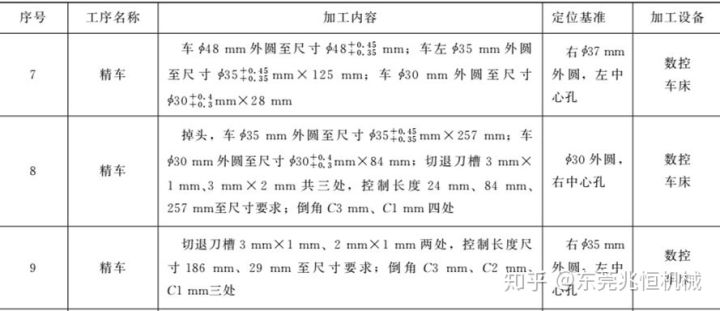
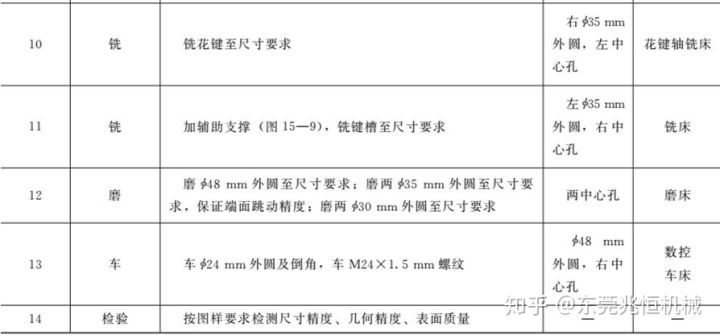
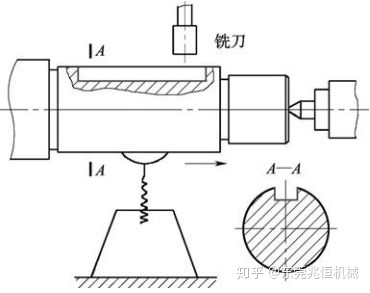
車削加工分粗、精兩個階段,熱處理工序安排在粗車以后精加工之前;為保證零件的加工精度,工件兩端中心孔在熱處理以后精加工前要進行修研;銑鍵槽時采用輔助支承
(2)加工工藝過程